Moin Schmelzer! Die Frage nach der maximalen Druckgeschwindigkeit ist wahrscheinlich so alt wie der FDM-Druck selbst. Jeder will den Benchy-Rekord knacken, aber in der Realität bringt uns ein Drucker, der zwar mit 300 mm/s über das Bett rattert, am Ende aber nur noch Spaghetti oder extrem unsaubere Layer produziert, absolut gar nichts. Werfen wir also mal einen echten, technischen Blick auf die Maschinen und Upgrades, die aktuell auf dem Tisch stehen, und klären auf, wo die wahren Flaschenhälse liegen.
Der Irrglaube von reiner "Geschwindigkeit" Wenn Hersteller mit Zahlen wie "150 mm/s" oder "300 mm/s" um sich werfen, ist das oft reines Marketing. Viel entscheidender für schnelle Drucke sind die Beschleunigungswerte (mm/s²) und der maximale Volumenstron (mm³/s) des Hotends. Das Plastik muss schließlich nicht nur schnell bewegt, sondern auch schnell genug geschmolzen werden.
Schauen wir uns mal an, wie sich die Technik entwickelt hat: Wer noch einen klassischen Anycubic Mega Zero der ersten Generation im Keller stehen hat, weiß, wovon ich rede. Dieser grundsolide, aber sehr einfache Bowden-Drucker ohne Heizbett (in V1) war ein toller Einstieg, aber bei 40 bis maximal 60 mm/s war physikalisch einfach Schluss. Alles darüber endete in massivem Under-Extrusion, weil der einfache Feeder das Filament nicht schnell genug durch den langen Teflonschlauch drücken konnte.
Ganz anders sieht die Welt bei modernen Bedslingern aus. Der Anycubic Kobra 2 ist hier ein hervorragendes Beispiel für aktuelle Firmware- und Hardware-Abstimmung. Die im Entwurf genannten 150 mm/s sind hier tatsächlich die empfohlene Reisegeschwindigkeit für perfekte Oberflächen. Durch Linear-Schienen und Input Shaping in der Firmware kann der Drucker im Draft-Modus aber auch problemlos Richtung 250 mm/s gepusht werden, ohne dass die Riemen überspringen.
Speed ist nicht alles: Die Rolle der Workhorses Dann gibt es Drucker, die gar nicht den Anspruch haben, Geschwindigkeitsrekorde zu brechen, sondern schlichtweg 24/7 in Industrie und Werkstätten abliefern müssen.
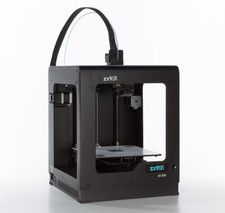
Der eBay Zortrax M200 3D FDM Drucker (und sein gehäustes Upgrade, der eBay Zortrax M200 3D FDM Drucker mit Abdeckung) sind exakt solche Maschinen. Die 120 mm/s aus dem obigen Entwurf sind hier eher das theoretische Limit der Schrittmotoren. In der Praxis drucken Zortrax-Maschinen gemütlich bei 40 bis 60 mm/s. Warum? Weil sie auf absolute Maßhaltigkeit und technische Materialien wie ABS, HIPS oder Z-ULTRAT ausgelegt sind. Hier ist eine konstante Bauraumtemperatur durch die Abdeckung tausendmal wichtiger als ein Zeitgewinn von 30 Minuten. Wer zuverlässige Prototypen ohne Warping braucht, greift hier zu.
Alte Drucker auf Steroide setzen: Extruder & Hotend Upgrades Wenn du deinen alten Creality CR-10 oder Ender schneller machen willst, brauchst du nicht zwingend einen neuen Drucker. Du musst den Flaschenhals am Druckkopf beseitigen.
Hier kommt der Bondtech DDX V3 PH1 ins Spiel (oder konkret für diese Modelle der Bondtech DDX V3 PH1 für Creality Ender / CR-10(S)). Wichtig: Das ist primär kein Hotend, sondern ein Direct Drive eXtruder (DDX) der Spitzenklasse! Durch die Dual-Drive-Zahnräder krallt sich der Extruder direkt über dem Hotend in das Filament. Das Resultat? Du kannst die Retraction-Werte drastisch senken, weiches TPU wie Butter drucken und die Druckgeschwindigkeit massiv erhöhen, weil der Motor keine Schritte mehr verliert.
Kombiniert man so einen starken Extruder mit moderner Heiztechnik, geht es richtig ab. Das Keramik Hotend Kit für Anycubic Kobra 3 V2 Combo zeigt genau, wo die Reise hingeht. Statt eines klassischen Aluminium-Heizblocks umschließt hier eine Keramik-Heizhülse die Schmelzzone komplett. Keramik heizt in wenigen Sekunden auf 200 Grad auf und hält die Temperatur auch dann extrem stabil, wenn ihr das Filament mit Gewalt durchprügelt. Nur durch solch eine überlegene Wärmeübertragung lässt sich die Druckgeschwindigkeit noch einmal um 30 % und mehr steigern, da ihr den maximalen Volumenstrom eures Druckers massiv nach oben verschiebt.
Meine Praxis-Tipps für mehr Speed ohne Qualitätsverlust: Input Shaping nutzen: Wenn euer Drucker Klipper oder eine Marlin-Version mit Input Shaping unterstützt, kalibriert die Resonanzen! Das reduziert Ghosting bei hohen Geschwindigkeiten drastisch.
Volumenstrom ermitteln: Druckt euch einen "Max Volumetric Flow Test" (gibt es in OrcaSlicer direkt als Preset) für euer spezifisches Filament. Wenn ihr wisst, wie viel mm³/s euer Hotend wirklich schmelzen kann, könnt ihr die Geschwindigkeit im Slicer ans Limit bringen, ohne dass der Extruder zu klacken anfängt.
Kühlleistung anpassen: Wer doppelt so schnell druckt, extrudiert in der gleichen Zeit doppelt so viel heißes Plastik. Rüstet eure Bauteillüfter (z.B. auf 5015 Blower) auf, sonst schmelzen euch bei High-Speed-Drucken die Überhänge weg.