Die Wahl des richtigen Infill-Musters beeinflusst die Festigkeit, Druckzeit und den Materialverbrauch deiner Teile erheblich. Während viele Maker sich auf Standardeinstellungen verlassen, wissen nur wenige, was in den Schichten tatsächlich passiert. Gyroid, Honeycomb und Lightning sind drei unterschiedliche Ansätze, die jeweils ihre Stärken haben, wenn du sie richtig einsetzt.
Was diese Muster physikalisch bewirken
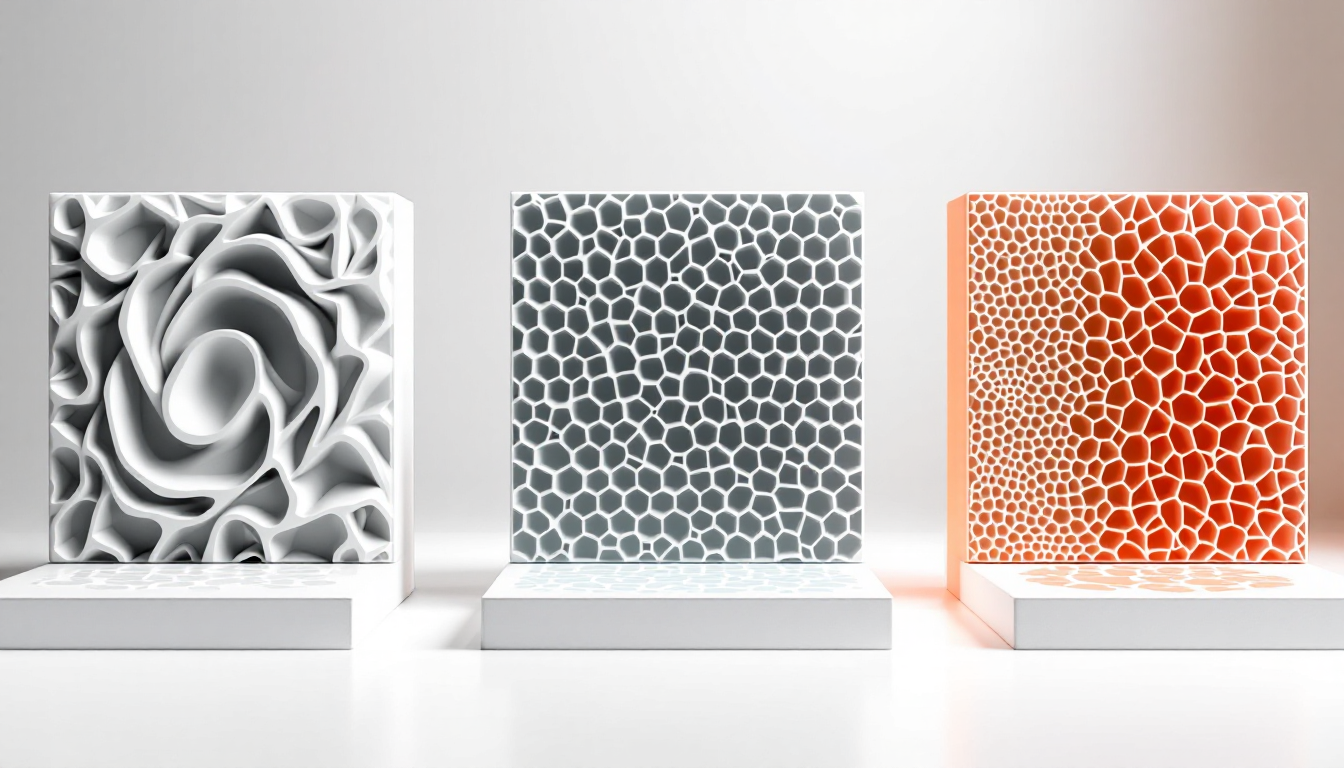
Gyroid ist eine mathematische Struktur, die du in der Natur findest, etwa in Schmetterlingsflügeln. Die geschwungenen Pfade bilden ein dreidimensionales Gitter, das in alle Richtungen gleich stark ist. Die Linien kreuzen sich nie innerhalb einer Schicht, was Materialansammlungen vermeidet. Die spiralförmige Geometrie verbindet die Schichten zu einem isotropen Netzwerk.
Honeycomb imitiert die Sechseck-Struktur von Bienenwaben und erzeugt optimale Pfade ohne Kreuzungen. Die hexagonalen Zellen verteilen Kräfte gleichmäßig und bieten mechanische Beständigkeit bei minimalem Gewicht. Allerdings erfordert jede Richtungsänderung Beschleunigung und Verzögerung des Druckkopfs, was die Druckzeit verlängert.
Lightning funktioniert anders: Es wächst von den Außenwänden zu den oberen Flächen und wird dabei dichter. Die verzweigte Struktur existiert nur dort, wo sie gebraucht wird — als Stütze für die Top-Layer. Der Rest bleibt nahezu hohl.
Die Werte, die funktionieren
Für funktionale Teile solltest du 20-40% Infill-Dichte anpeilen, während Prototypen mit 8-15% auskommen. Bei hochbelasteten Bauteilen sind etwa 50% sinnvoll — darüber hinaus verschwendest du Material ohne nennenswerten Festigkeitsgewinn.
Gyroid druckt relativ schnell trotz seiner komplexen Geometrie, da keine Kreuzungen innerhalb der Schichten auftreten. Du kannst es bei Standard-Geschwindigkeiten fahren, solltest aber bei hohen Dichten und Geschwindigkeiten auf Vibrationen achten.
Honeycomb verbraucht etwa 25% mehr Material als andere Muster und kann bis zu doppelt so lange dauern. Die mechanischen Eigenschaften rechtfertigen das bei Strukturteilen, die echte Belastung aushalten müssen.
Lightning spart extrem viel Material — noch mehr als adaptive kubische Muster, die bereits ein Viertel weniger verbrauchen als Standard-Infill. Du bekommst akzeptable Top-Layer-Unterstützung bei minimalem Aufwand.
Die Infill-Überlappung solltest du zwischen 8-12% mit den Außenwänden einstellen. Weniger schwächt die Verbindung, mehr erzeugt sichtbare Linien an der Oberfläche.
Wann du vom Standard abweichen musst
Transluzente Materialien entlarven jeden Infill-Fehler gnadenlos. Hier funktioniert Gyroid am besten, da die gleichmäßige Struktur keine unschönen Muster durchscheint. Honeycomb geht auch, aber die geraden Linien können bei bestimmten Lichtwinkeln störend wirken.
Flexible Filamente wie TPU brauchen Muster, die sich mitbiegen. Gyroid ist hier König, da die spiralförmige Struktur Verformungen in alle Richtungen zulässt. Lightning versagt komplett — die starren Äste brechen bei Biegung.
Große, dickwandige Teile profitieren von 30-50% Infill, um Durchhängen der Top-Layer zu verhindern. Bei dünnen Wänden unter 2mm kannst du das Infill oft komplett weglassen und stattdessen die Wandstärke auf 3-4 Perimeter erhöhen.
Wasserdichte Teile aus PETG funktionieren gut mit kubischem Infill bei niedriger Dichte. Die Lufteinschlüsse lassen das Teil schwimmen und isolieren thermisch.
Wenn du Teile mit Harz füllen willst, sind Gyroid und Hilbert-Kurve deine einzigen Optionen. Die großen, zusammenhängenden Hohlräume lassen sich gleichmäßig befüllen, während Honeycomb tausende kleine Kammern erzeugt.
Die häufigsten Fehler
Grubige Oberseiten entstehen, wenn dein Infill die Top-Layer nicht ausreichend stützt. Lightning bei 10% Dichte mag verlockend aussehen, versagt aber bei weniger als 4-6 Top-Schichten. Erhöhe die Infill-Dichte auf mindestens 20% oder füge mehr Deckschichten hinzu.
Sichtbares Infill bei transluzenten Drucken ruiniert die Ästhetik. Das passiert meist durch zu hohe Überlappung oder ungeeignete Muster. Grid und Triangle sind hier problematisch — ihre Kreuzungen sammeln Material und scheinen durch.
Schwache Schichthaftung tritt auf, wenn das Infill-Muster nicht zur Belastungsrichtung passt. Ein Teil, das hauptsächlich vertikal belastet wird, braucht andere Verstärkung als eines mit seitlichen Kräften. Gyroid löst das durch isotrope Eigenschaften, aber bei extremen Lasten musst du das Muster gezielt ausrichten.
Düsenverstopfungen bei Grid und Triangle entstehen durch Materialansammlungen an den Kreuzungen. Der Druckkopf fährt über diese Erhebungen und kann dabei Filament mitreißen oder die Düse verstopfen. Das charakteristische Klackern beim Überfahren ist ein Warnsignal.
Fortgeschrittene Tricks
Monotonischer Infill für Top-Layer eliminiert die hässlichen Rillen, die entstehen, wenn sich Links-nach-rechts- und Rechts-nach-links-Bahnen in der Mitte treffen. Die Linien werden konsequent von einer Seite zur anderen extrudiert und erzeugen homogenen Glanz.
Adaptive Infill-Dichte passt die Füllung automatisch an den Abstand zur nächsten Wand an. In der Mitte entstehen große Hohlräume, während die Randbereiche dichter gefüllt werden. Das spart Material ohne Festigkeitsverlust.
Infill-Anker stabilisieren den Extrusionsbeginn jeder Infill-Linie und verhindern Unterextrusion am Linienanfang. Besonders bei schnellen Drucken mit vielen kurzen Infill-Segmenten macht sich das bemerkbar.
Die Druckreihenfolge beeinflusst die Oberflächenqualität: Infill vor Wänden reduziert die "Venen"-Textur, kann aber die Maßhaltigkeit beeinträchtigen. Infill nach Wänden ist Standard und priorisiert saubere Oberflächen.
Variable Schichthöhen für Infill können bei großen Teilen Zeit sparen. Während die Außenwände mit 0.2mm gedruckt werden, kann das Infill mit 0.3mm fahren — das reduziert die Schichtanzahl ohne sichtbare Auswirkungen.











